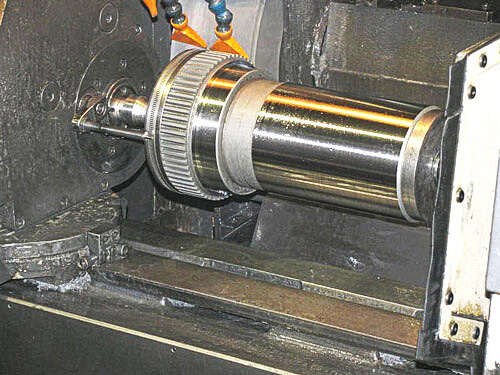
 The close tolerance grinding profiled here is an example of the type of work we excel in at Sturdy Grinding and Machinery. Our advanced Mitsubishi PD32-B50 precision and production grinding machine was utilized for the effective processing of SAE 8620H steel to the profile called out in the customer supplied drawing. Ancillary processes including CNC turning techniques, gear hobbing, and deburring were employed for the detailing and finishing of the part. Maintaining a tight tolerance of ± 0.005mm, the part was completed to a final dimension of 180mm in length, exhibiting a material finish of 20 RA.
The close tolerance grinding profiled here is an example of the type of work we excel in at Sturdy Grinding and Machinery. Our advanced Mitsubishi PD32-B50 precision and production grinding machine was utilized for the effective processing of SAE 8620H steel to the profile called out in the customer supplied drawing. Ancillary processes including CNC turning techniques, gear hobbing, and deburring were employed for the detailing and finishing of the part. Maintaining a tight tolerance of ± 0.005mm, the part was completed to a final dimension of 180mm in length, exhibiting a material finish of 20 RA.
Our comprehensive testing and inspection protocols were employed to ensure integrity and quality, including dimensional, visual, runout, finish, and length testing. 5,000 parts per week are produced for this customer, after a turnaround time of 1 week. For more details about this steel grinding application, or the other centerless and CNC OD grinding capabilities available at our ISO approved shop, please see the table below or contact us directly.
Highlights from the CNC Grinding of a Steel Splined Shaft
| Capabilities Applied/Processes | Primary: CNC Grinding Secondary: CNC Turning, Spline, Hobbing, Deburring |
| Equipment Used to Manufacture Part | Mitsubishi RD-23 |
| Overall Part Dimensions | OD: Ø 1.493" Length: 11.439" |
| Tightest Tolerances | ± 0.0003" |
| Material Used | 1045 Carbon Steel |
| Material Finish | Rz1 - Rz5: Rmax 3.5 |
| In process testing/inspection performed | Dimensional Inspection, Visual Inspection, Concentricity, Run-Out, Cylindricity, Lead, Finish |
| Industry for Use | Automotive |
| Volume | 5,000 per Week |
| Delivery/Turnaround Time | 1 Week |
| Standards Met | Customer Specifications, 2D CAD Drawing ISO 9001:2008 |